










特点
- 本机采用因子理论,从大量合格组合中选择最接近目标重量的组合。
- 本机特别适用于流水线作业中颗粒产品的称重。
参数
| 规格 | |
|---|---|
| 型号 | MS10 |
| 适用类型 | Small Granule |
| 称重范围 | 5 - 200g |
| 最大速度 | 65 |
| 精度 | ±0.1 - 1.0 |
| 称重斗 | 0.5L |
| 净重 | 280kg |
机器结构
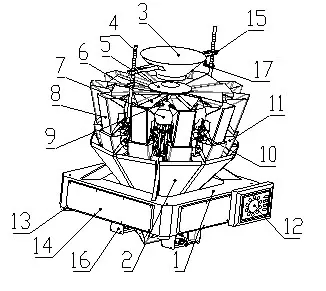
1 机架
2 出料槽
3 进料漏斗
4 支撑柱
5 顶锥
6 线性送料盘
7 上盖
8 供料斗
9 线性振动器
10 执行器
11 称重斗
12 触摸屏
13 塑料螺丝
14 底座盖
15 传感器夹
16 定时斗
17 光电传感器
M系列的主要部件如图所示。
工作原理
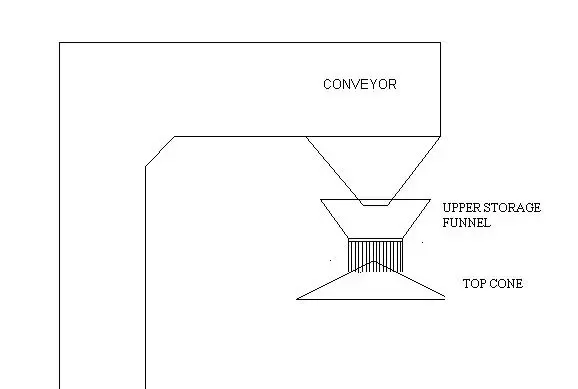
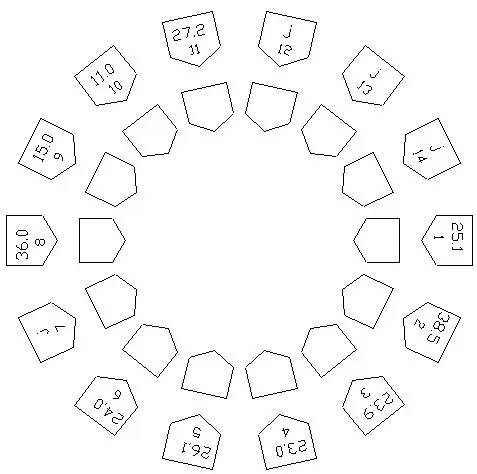
供料
产品首先由输送机送入上部储料漏斗,然后在顶锥的帮助下排出并分配到线性振动盘。通过调节储料漏斗支柱的高度可调节物料厚度。
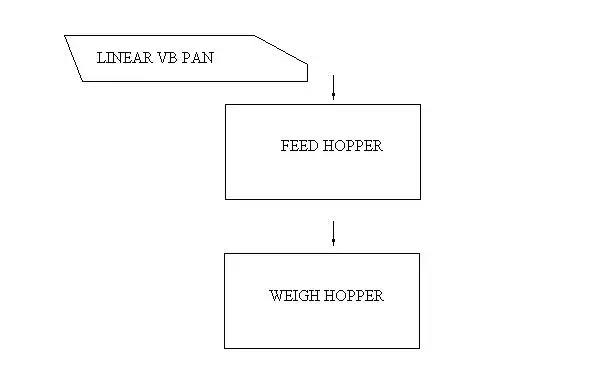
产品分配和称重
产品从顶锥均匀分配到各个线性送料盘,储存在供料斗中。当称重斗完成上一次称重并排出组合后,供料斗中的产品将落入称重斗进行称重和组合。
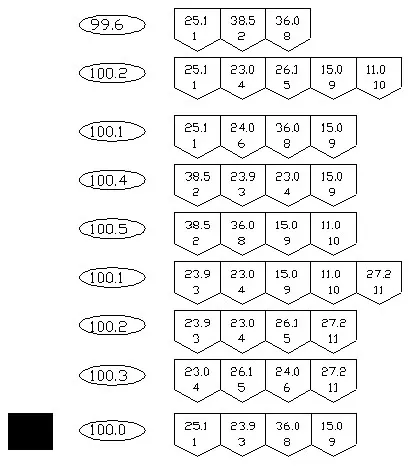
组合
机器CPU处理从每个称重斗接收的重量数据,计算出大量符合目标重量的合格组合,然后选择最佳组合进行排料。
与"称重斗重量"相关的参数:AFC、主振幅、线振幅、平均组合斗数、平均斗重%。
- AFC禁用主振幅和线振幅越大,称重斗越重。
- AFCT平均组合斗数越大,单斗重量越轻。
- AFCW平均斗重%越大,每个斗的重量越重。
与组合相关的参数:OPTIMUM、组合斗数。
- OPTIMUM该值越大,精度越高。
- 组合斗数该值越大,通过率越高。
排料
有四种方式排出称重产品:
无定时斗
产品直接从排料槽闸门排出。
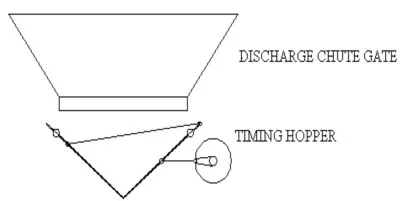
定时斗排料(一袋)
产品从称重斗落下后首先储存在定时斗中,然后卸到下一设备。此功能用于收集产品并缩短落料时间。
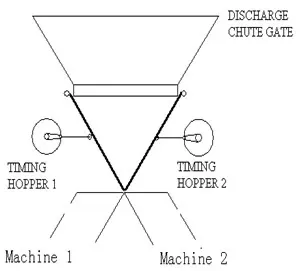
定时斗分配(两袋)
产品从称重斗落下后首先储存在定时斗中,然后根据卸料请求信号分配到接下来的两台包装机。此功能充分利用了组合秤的高速性能。
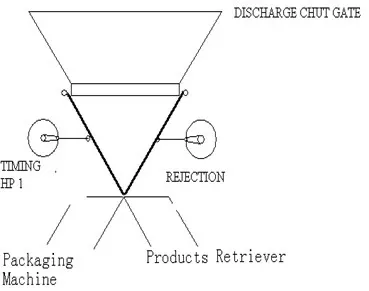
单定时斗+自动检测器(剔除)
产品从称重斗落下后首先储存在定时斗中;定时斗缩短了落料时间。当出现不合格产品时,自动检测器启动,将不合格品排到回收器中。
安全注意事项
- 禁止碰撞或称重斗施加强力压力。
- 运行前检查并清空机器内残留的产品。
- 首次运行前按Zero键清空料斗。
- 维修和清洁机器前关闭电源。
- 电子部件故障时,非电子工程师禁止维修机器。
- 清洁和维修机器时要小心谨慎,因为称重机安装在包装机顶部时与地面有一定距离。
- 与其他设备(包装机、输送机等)连接信号的直流电不应超过30V,过载电流不应超过100mA。
- 机器运行时禁止触摸料斗。